
The single-stage HALBR biological wastewater treatment system is an optimally designed integrated fixed-film activated sludge (IFAS) process combining multiple bioreactors (anaerobic/anoxic/aerobic) and the clarifier in a single unit. This new technology has been continually developed over a decade of research and experience to treat both municipal and industrial wastewater.Strict wastewater disposal or reuse limits, old infrastructure, rapid population growth, and accelerated urbanization and industrialization are major factors boosting the biological wastewater treatment market growth. Therefore, there is an increasing demand to provide compact integrated biological systems to remove pollutants and produce high-quality effluent in an environmentally friendly, reliable, feasible, and cost-effective manner. These integrated systems must provide significant advantages over conventional ones including design simplicity, ease of installation and operation with a lower capital expenditure, uncomplicated on-site implementation and modularity, small footprint, and operational flexibility and adaptation to frequent fluctuation in feed wastewater load. EauTechSolutions’s HALBR delivers all of the abovementioned benefits by introducing high-performance single-stage packaged systems comprising multiple unit operations working in concert. This technology has the potential to be employed for treating a large variety of effluents from municipal sewage to wastewater from food and beverage manufacturers, breweries, composting leachate, and industrial manufacturing.
HALBR
A modular solution for significant simultaneous carbon and nitrogen removal and in-situ sludge separation
Airlift bioreactor (ALBR) has been a successful multiphase system for simultaneous organic carbon and nitrogen removal from wastewater using different redox environments provided by physical separation in a single unit in laboratory-scale applications. However, the industrial-scale application of ALBRs has been restricted due to the lack of a proper design, construction, operation, and scale-up as well as reliable models and empirical correlations.
HALBR is a modified and unique version of classic airlift bioreactors which proposes design and process modifications. This modified system comprises three zones, namely pretreatment zone, reaction zone, and settling zone.
When treating wastewaters containing refractory complex organic compounds (low BOD/COD) and high nitrogen concentration, a mesophilic anaerobic condition prior to the aerobic treatment is recommended to change the refractory complex micromolecules into small molecules (solubilization) via hydrolysis and acidification. In addition to COD removal, the HALBR removes TN effectively. In this system, the required condition for SND is provided by physical separation (airlift configuration) as well as the use of attached growth biomass. Stratification of microorganisms with different growth rates (heterotrophs and autotrophs) at different depths of biofilm offers a strong possibility for the SND process and improves TN removal efficiency.
Since conventional airlift bioreactors used in activated sludge wastewater treatment processes require a subsequent solid-liquid separation in large secondary settling tanks, there is a great demand to simplify the process and reduce the costs in industrial applications. The in-situ rotating spiral separator (IRS) is EauTechSolutions’s creative solution that employs ultra-compact gravity sludge settling technology to achieve and maintain a well-settling sludge (SVI ˂ 100 mL/g) and high clarity effluent (˂10 NTU) at x% the capacity and x% retention time of conventional clarifiers. In practice, IRS considerably reduces the footprint and costs for your facility.
The HALBR features a practical technology that combines the ability to remove organic matter and nitrogen simultaneously from a wide range of effluents with outstanding clarification performance.
HALBR is a flexible solution and cost-effective strategy to upgrade an existing activated sludge system to enhance the capacity of your existing system in terms of both simultaneous COD and nitrogen removal and sludge separation.
This compact system offers savings of up to 37%, 25%, and 55% on operating costs compared to conventional activated sludge, SBR, and MBR technologies respectively (per m3 of the given wastewater).
HALBR technology operation principle – how it works
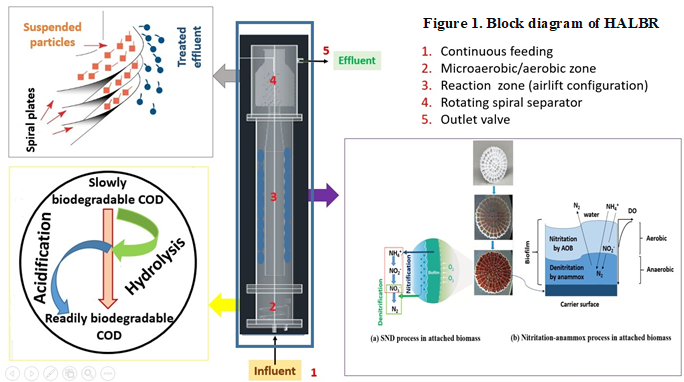
- Influent wastewater is continuously pumped and introduced into the reactor by a feeding port located at the bottom of the reactor, in which the influent is stirred in the anaerobic pre-treatment zone.
- Microaerobic/Anaerobic module (pre-treatment zone); without energy consumption, complex organic compounds are converted into readily biodegradable COD (solubilization) via hydrolysis and acidification.
- The pre-treated wastewater is brought into the reaction zone comprising two concentric tubes, and a moveable aerator mounted in the inner tube discriminating the reaction zone into riser (aerobic) and down-comer (anoxic) sections to achieve simultaneous carbon and nutrient removal. Biofilm carriers are employed in fixed positions within the down-comer to prolong the SRT and enhance SND process.
- The final treatment is accomplished in the settling zone using a rotating spiral separator, in which the water is clarified and the suspended biomass is retained.
- Treated effluent leaves the bioreactor continuously.
Package features
- Customized package versions are available to purchase in different sizes and capacities to accommodate treatment requirements across a range of industries and a wide variety of wastewater at different rates.
- The HALBR package is designed such that all compartments are pre-assembled as modules at off-site facilities and along with associated equipment are shipped to the site within a single container.
- HALBR can be seamlessly connected, relocated, and commissioned on-site in running wastewater treatment plants as post-treatment process
- Multiple compartments with different arrangements and treatment options can be considered in packages configuration
- One HALBR package can be utilized for numerous projects while taking up a minimal footprint.
- Multiple packages can be used to run in series or parallel modes to provide greater flexibility in terms of effluent quality and flow rate.
- Heigh height to diameter ratio yielding a small vertical footprint suitable for sites with restricted space
- HALBR minimizes the customer's total expenditure on construction, installation, and operation delivering a very cost-effective solution.
- Continuous and automated operation reduce hands-on operational duties and operator engagement
Operational benefits
- Simultaneous removal of organic compounds (COD) and nutrients (TN and TP)
- Can tolerate a wide range of organic loading rates
- Capable of handling wastewater containing refractory complex organic compounds (low BOD/COD)
- High level of SND for effective ammonia-rich (low COD/N) wastewater treatment without increased hydraulic retention time
- Compact design withstanding higher volumetric loading rate in comparison to conventional systems
- Stable operation and facile and rapid system recovery even under toxic shocks and hydraulic washout, since these events do not affect the entire microbial population within biofilm layers attached to biomass carriers, fixed onto the outer surface of the draft tube (down-comer)
- Efficient oxygen transfer rate
- Zero odor emission
- The in-situ settler (rotating spiral separator) is designed and constructed with regard to bioreactor size and configuration to optimize sludge settling properties
- Avoidance of rising sludge in the clarification (settling) zone
- High effluent quality, consistently low effluent turbidity of ˂10 NTU, suitable for further recycle options, agricultural and landscape irrigation, industrial processes, or discharge
- Low excess sludge production
- Improved biomass retention and high active biomass concentration
- No interference with the current plant layout
Advantages of HALBR technology:
- High-performance and robust treatment system complying with regulations for various types of effluents
- Consistent effluent quality regardless of feed organic and hydraulic load variance
- Modular and flexible design
- Easy and rapid on-site implementation
- Eliminating the need for a secondary clarifier
- Treatment capacity accurately determined according to customer specifications
- Small footprint, also applicable in urban areas
- Enhanced automation and continuous-flow process enabling simple and user-friendly operation
- Optional integration with a variety of downstream post-treatment processes (e.g., an ultrafiltration membrane) to produce cost-effective potable water from wastewater
HALBR Application
infrastructure decay and growing demand for high-capacity biological wastewater treatment have pushed the industry toward more efficient, compact, and cost-effective solutions. Systems that achieve these requirements must also be simple to install and adapt to a wide range of influent wastewater conditions. As a result, the transition from traditional to modular design is essential to aid companies manage their wastewater as effectively and efficiently as possible. EauTechSolutions’s HALBR is one such modular solution that consistently offers these benefits thanks to its scalable design, simple construction, and specific and highly developed configuration.
Numerous industrial end-users can take advantage of HALBR due to its ability to remove COD and nutrients simultaneously together with sludge separation in a single unit. HALBR delivers such performance by integrating airlift configuration containing hybrid biomass and an internal settling device to promote the SND process and maintain biomass with good settleability and low effluent turbidity. On balance, this technology provides practical value for customers owing to its small footprint, optimal sludge retention, and high-quality effluent.